
Réducteur
Avril 2019
Vérification des dimensions et encombrements avec une feuille de Depron:
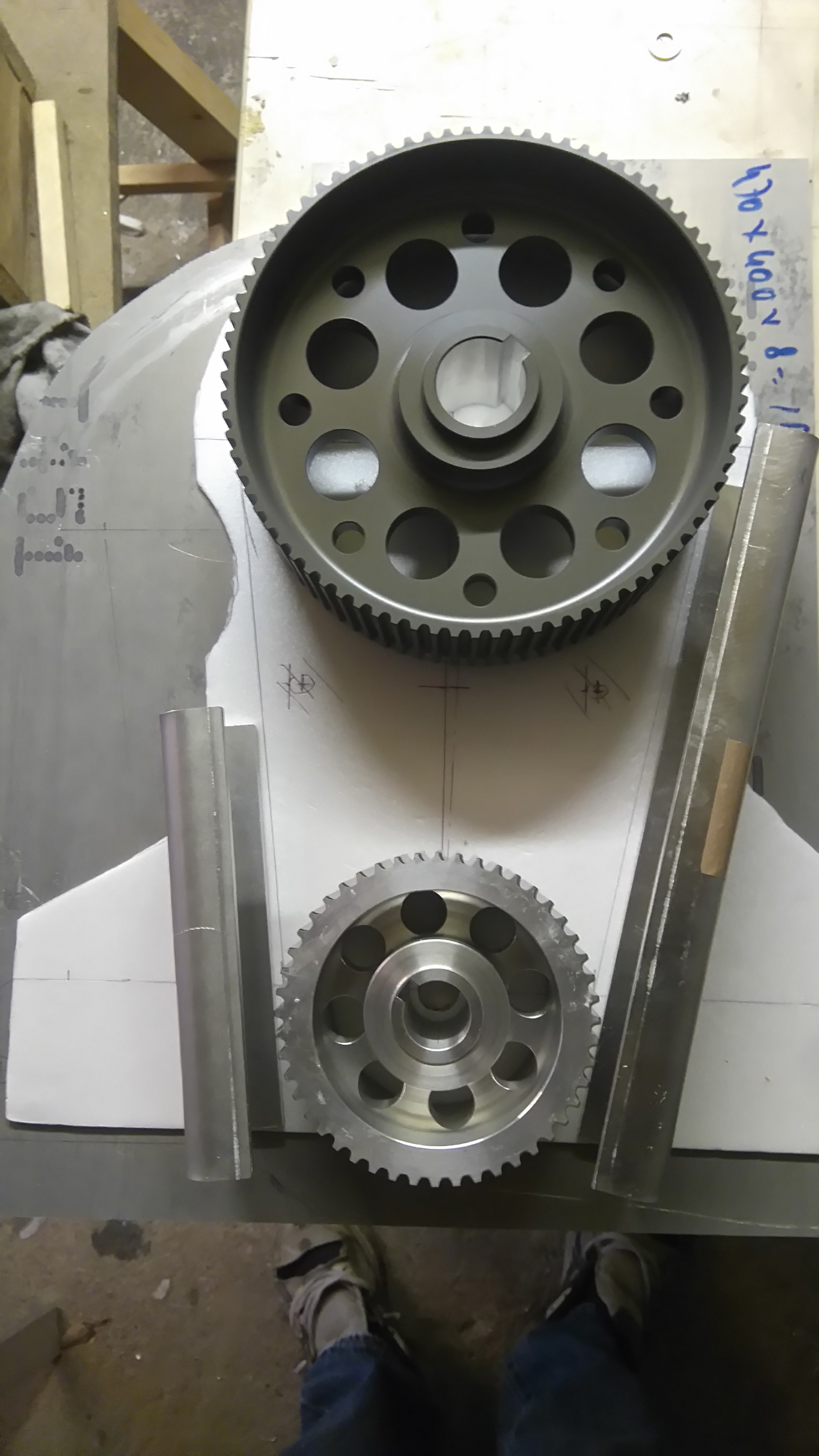
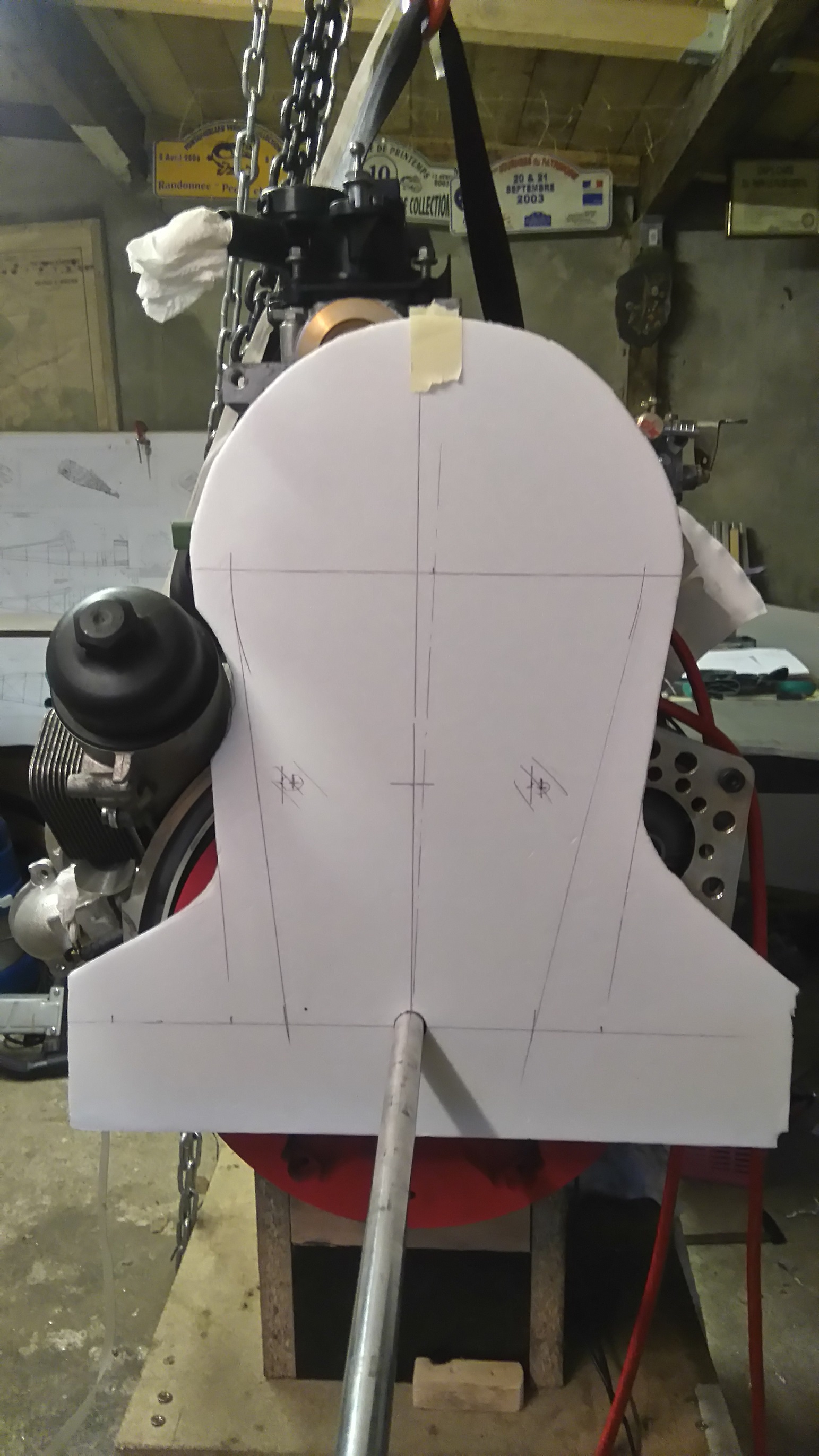
découpe des flasques épaisseur 8 mm, et ébauche / finition des trous de bague de roulement…idée un peu « folle » pour éviter des €€€ d’usinage à l’extérieur. L’ajustement glissant juste est « nickel », réalisé avec différents abrasifs, et un outil mâle…Problème : c’est un peu long….
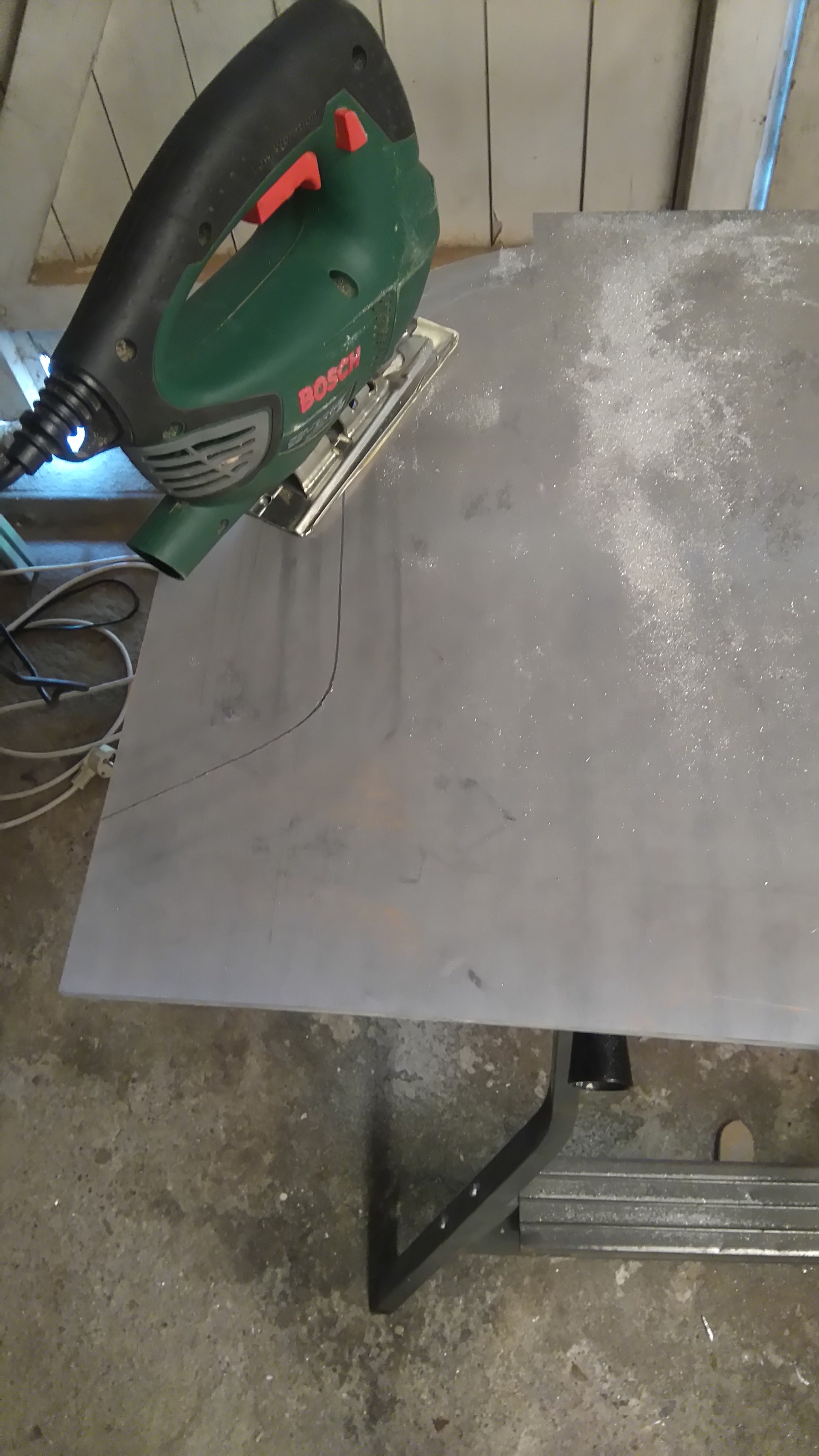


Ebauches flasques arrière et avant :
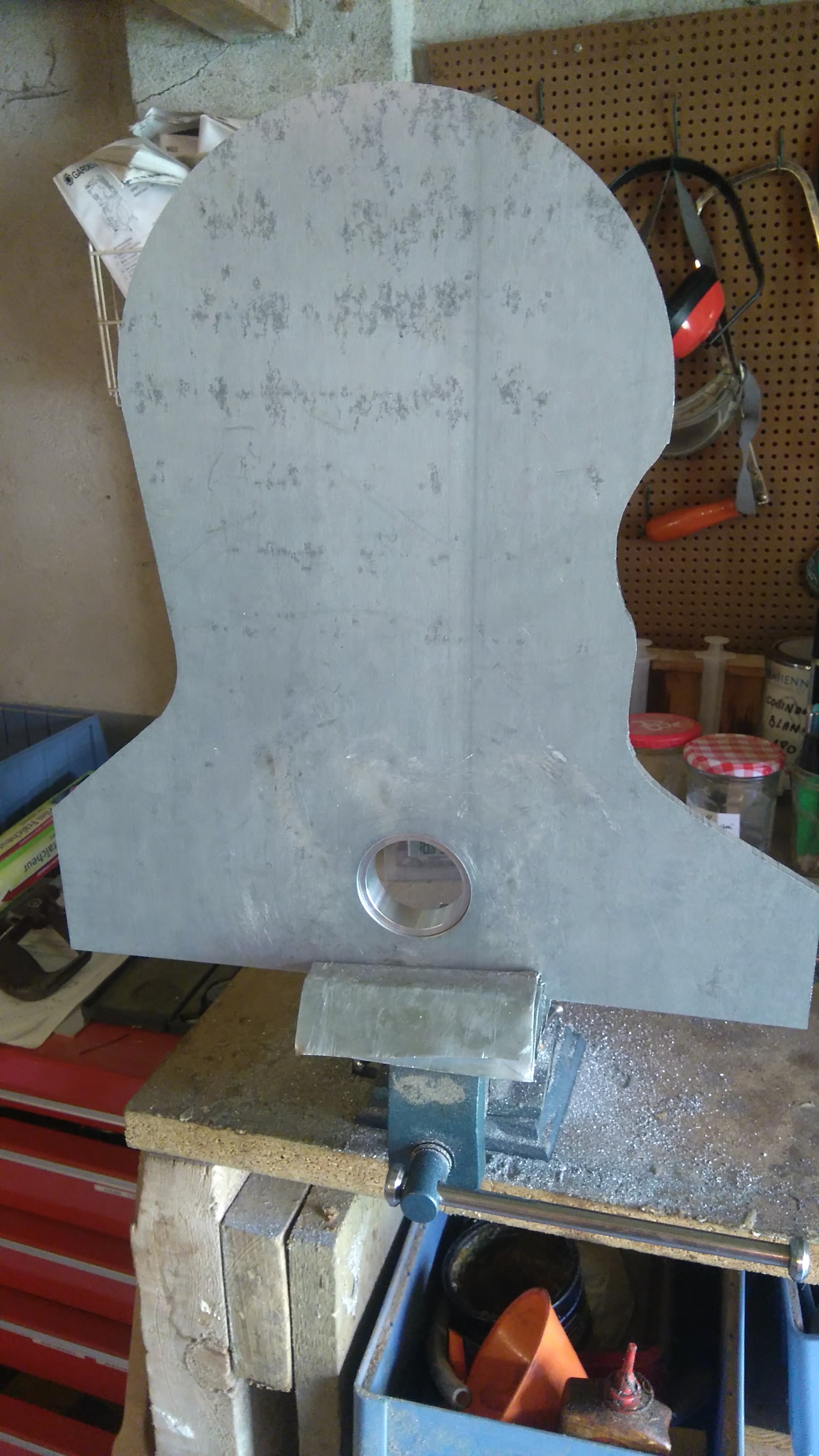

Vis pointeaux pour marquage du flasque arrière, et les deux flasques arrière et avant centrés avec le porte roulement et une goupille mécanindus, pour préparer les perçages précis diam 2 pour les goupilles mécanindus et diam 6 pour les U :

Usinage et positons des colonnettes :
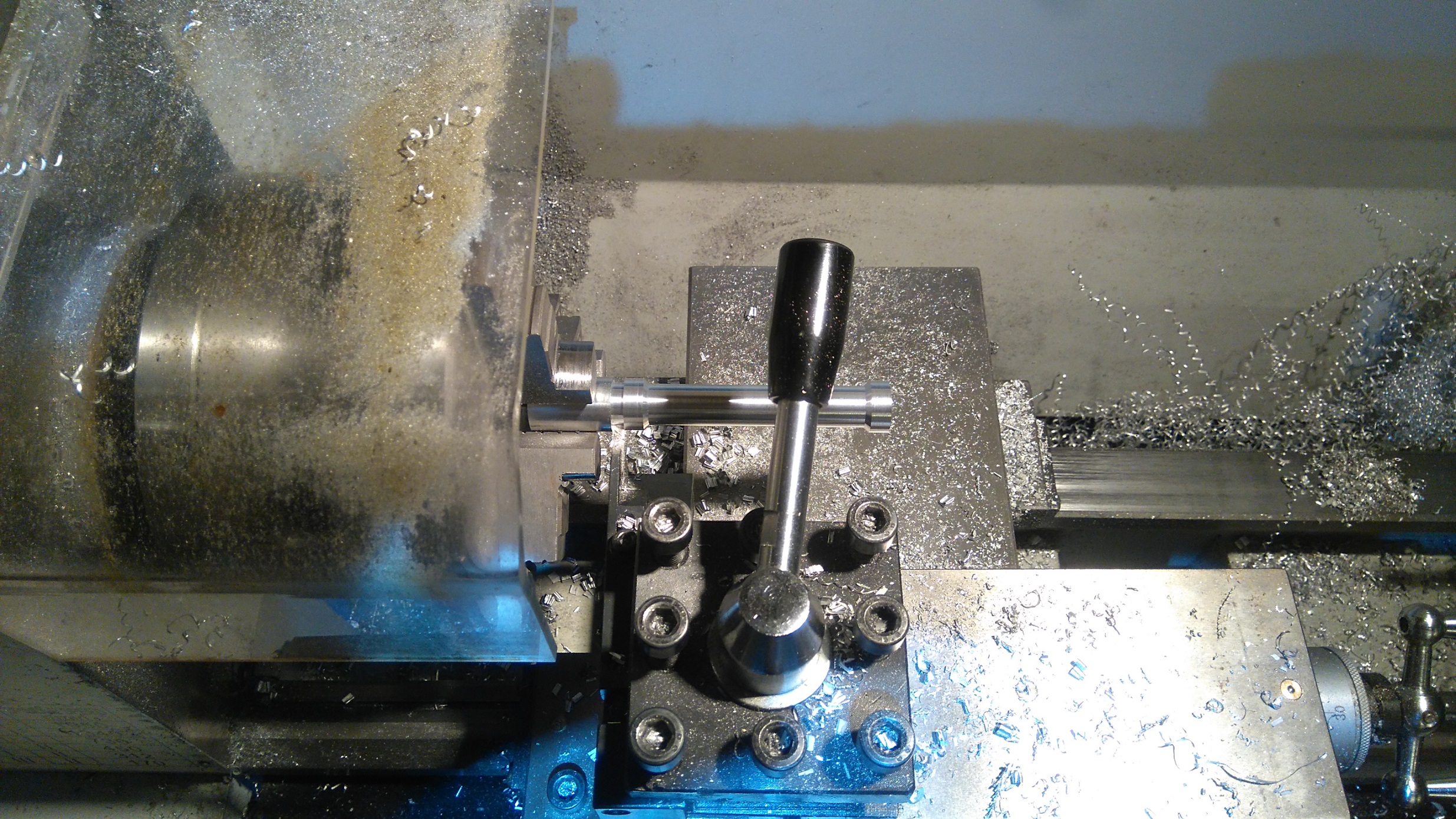

– Trous diam 6 percés, et positionnement du centreur maison pour perçages futurs des U
– taraudage pour porte roulement, et divers trous percés, huile de coude et limes pour avoir de belles surfaces après le passage de la scie cloche:



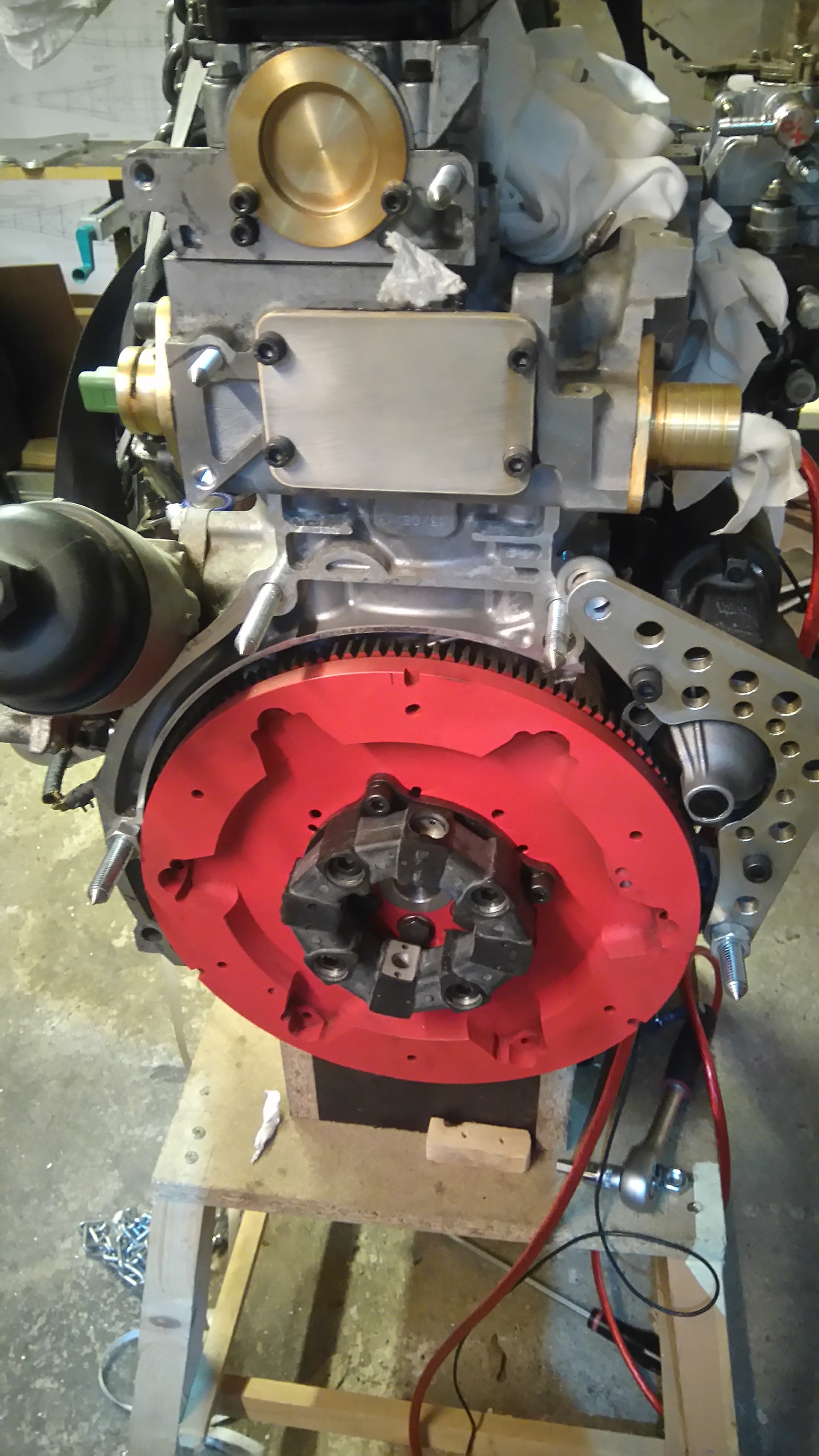
Flasque arrière seul, et les 2 flasques montés avec les U et le cône pour se faire plaisir :


Et pour la suite, voici une petite vidéo sur la séquence de montage:
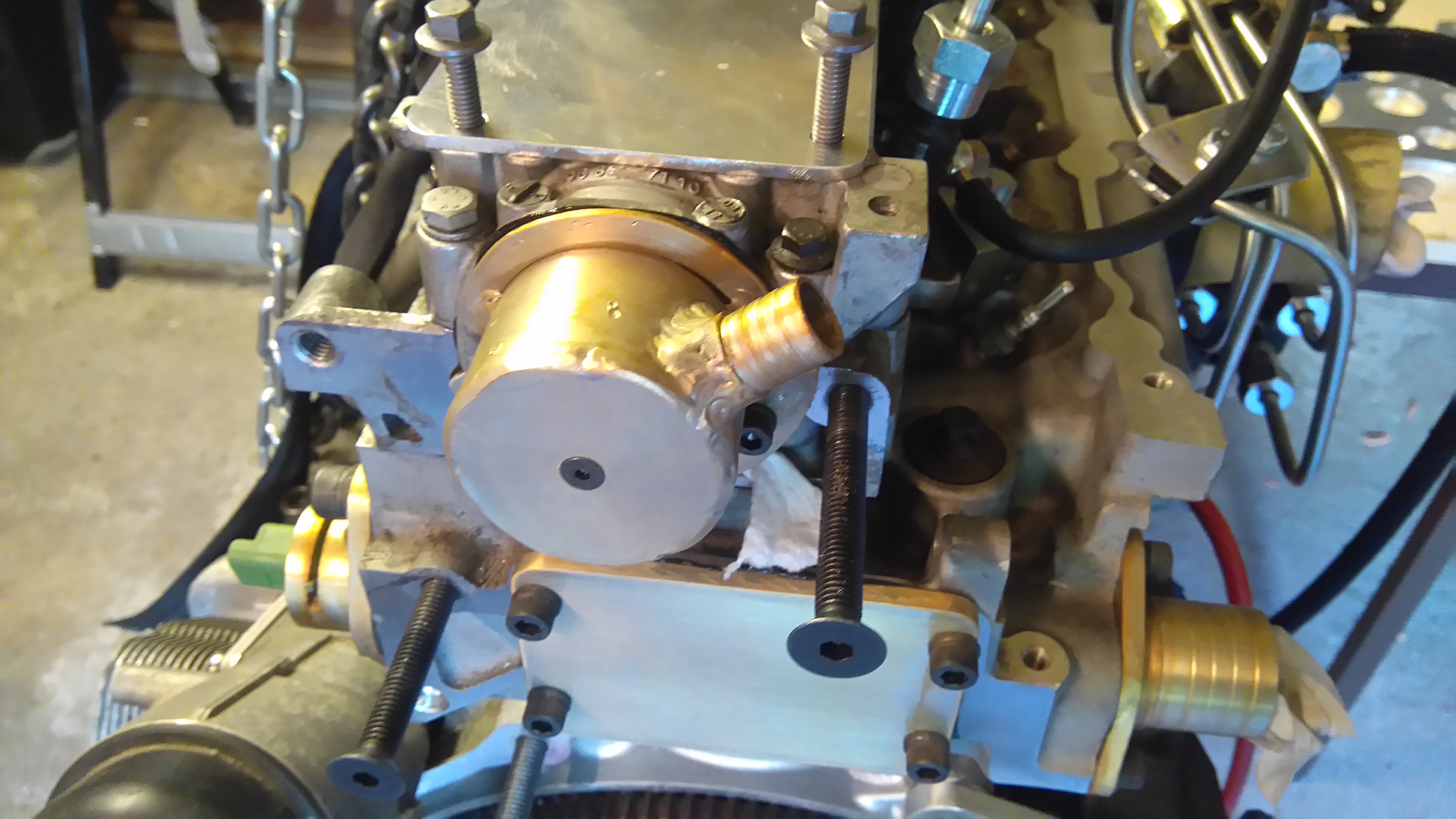
Avant ce montage, j’avais aussi installé le récupérateur de vapeurs d’huile made in CSA:

Janvier 2025: Alternateur
Pose des gaines thermo pour isoler le stator, collage des aimants dans le rotor, et remplissage de résine à l’aide d’un rhodoïd (article de cuisine, carrefour..)



Vérif du fonctionnement du régulateur, et installation sur réducteur :


La suite dans le chapitre MOTEUR…